
TECHNICAL SPECIFICATION
· MATERIAL NAME : CRUSHED REFRACTORY BED MATERIAL :AFBC BOILERS
· CHEMICAL & PHYSICAL COMPOSITION :
The Crushed Refractory Bed Material shall confirm to the following specification
1. CHEMICAL COMPOSITION :
|
SL.NO |
PARMETERS |
COMPOSITION |
|
1 |
SIO2 |
55 – 60 |
|
2 |
Al2O3 |
35 - 40 |
|
3 |
Fe2O3 |
< 1.5 |
|
4 |
TiO2 |
1.5 to 1.8 |
|
5 |
Mno |
TRACES |
|
6 |
Cao |
0.45 to 0.60 |
|
7 |
Mgo |
0.23 Max |
|
8 |
P2O5 |
0.08 Max |
|
9 |
Na2O |
0.22 Max |
|
10 |
K2O |
0.45 Max |
|
11 |
Bulk Density |
1050-1100 Kg / m3 |
|
12 |
LOI |
< 2 |
|
13 |
MAG |
< 1 |
· Size distribution : 100 % ----------------- > 0.84 mm to 2.36mm
· Fusion Temp : > 1400 Deg C (Min)
· Shape : Preferably sub angular / spherical.
2. CRUSHED REFRACTORY SIZE:
|
SL. NO. |
MESH SIZE (MICRONS) |
PERCENTAGE Passing through |
|
1 |
2360 |
100 |
|
2 |
2000 |
90 – 95 |
|
3 |
1190 |
60 – 70 |
|
4 |
840 |
50 – 60 |

boiler-bed-material
Refractory bed material for afbc boilers
our refractory bed material is made out of specially processed high heat duty refractory aggregates of required density. Our bed material has many special characteristics, which make it a perfect material for c.f.b.c. And f.b.c. Boilers for obtaining perfect fluidized action. The material is passed through high power magnetic separators to eliminated free iron particles. The material is processed as per bhel standard; however, the particle size distribution can be given as per specific application.
Special characteristics:
ã¢ï¿½â¢ accurate particle size distribution ã¢ï¿½â¢ exceptional chemical purity ã¢ï¿½â¢ fully screened material through classifiers ã¢ï¿½â¢ high i.d.t. (initial deformation temperature) ã¢ï¿½â¢ no formation clinker ã¢ï¿½â¢ low alkalies ã¢ï¿½â¢ no dust particles ã¢ï¿½â¢ no free iron particles ã¢ï¿½â¢ perfect density
bed material specifications for cfbc boiler
chemical properties
alumina as al2o3
30% - 40%
silica as sio2
50-60%
alkalies na2o + k2o
less than 3%
iron as fe2o3
less than 3.5%
moisture (h2o)
less than 1%
physical properties
bulk density
1050 - 1100 kgmã�â³
initial deformation temperature
> 1300ã�â° c
particle size distribution
1mm - 2.36mm
Scrubbers are devices that use a liquid (often water) to capture and remove pollutants. Through a nozzle or orifice a scrubbing liquid is atomized and dispersed into the gas stream. The droplets entrain and capture dust particles through agglomeration, adherence, or encapsulation. This effectively increases the size and mass of the particles, making them easier to collect in a subsequent filter or separation process. The scrubbing liquid simultaneously absorbs and neutralizes gaseous pollutants. Suspended liquid is typically recovered in mist collectors and recycled through the system.
Many air scrubbers, wet scrubbers, and gas scrubbers are available with pre-filters or final filters to further reduced emissions. Pre-filters are installed upstream of the scrubber intended to catch larger particles. While the scrubber itself would be able to remove these larger particulates as well, their removal allows the scrubber to be designed to focus more keenly and effectively on smaller particulates. A final filter is often installed downstream of the scrubber, and is intended to catch fine particles that were not removed during the scrubbing process.
A key parameter in the design of scrubbers is the liquid-to-gas ratio (L/G). It is commonly expressed in gallons per minute (gpm) of liquid divided by actual cubic feet per minute (acfm) of gas. This ratio is determined by the solubility of the gas pollutants, the abundance of pollutants and particulate matter in the gas stream, and the mass transfer characteristics of the tower. Increasing (L/G) increases the collection efficiency of the system, so finding the optimum ratio is important for balancing performance with operating costs.
Types of Scrubbers
There are a number of different types of scrubbers which vary in terms of both function and performance.
Spray Towers
In spray towers or spray chambers, gas streams are fed into a chamber and contacted with scrubbing liquid produced by spray nozzles. The droplet size is controlled to optimize particle contact and droplet separation from the gas stream. Chambers can be oriented for cross-flow, countercurrent flow, or concurrent (co-current) flow. Chambers may also include baffles to improve gas-liquid contact.
Spray towers have low power consumption but have relatively low particulate collection efficiencies. The re circulated water in the system must be thoroughly cleaned to prevent excessive nozzle fouling or clogging. Nozzle cleaning and replacement are a major part of the maintenance required for these units.
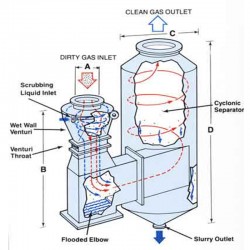
Venturi Scrubbers
Venturi scrubbers are scrubbers with a venturi shaped chamber with converging and diverging sections. Water is injected at low pressure into the throat of the venturi through which the gas stream passes at high velocities. The energy from the gas atomizes the liquid, allowing particles and pollutants to be entrained in droplets. Venturi jet scrubbers use a modified design in which liquid is injected into the throat at high velocity rather than the gas stream.
Venturi scrubbers have high collection efficiencies for particulate pollution and are simple to install and maintain. However, they require large pressure drops leading to higher power requirements than other scrubber designs. Venturi jet scrubbers have lower pressure drops than typical venturi scrubbers.
Cyclone Spray Chambers
Cyclone spray chambers are scrubbers which combine the capture techniques of cyclones and spray towers. Gas streams typically enter into the chamber tangentially at high speeds. The high speeds induce cyclonic action, and the centrifugal force from this promotes droplet separation, allowing the use of a smaller droplet size which increases collection efficiency.
Cyclone spray chambers are more efficient than spray towers and have lower liquid requirements, but require more power due to higher pressure drops. They are preferred over spray towers for gas streams with heavier particulate loads.
Cyclone Spray Chambers
Cyclone spray chambers are scrubbers which combine the capture techniques of cyclones and spray towers. Gas streams typically enter into the chamber tangentially at high speeds. The high speeds induce cyclonic action, and the centrifugal force from this promotes droplet separation, allowing the use of a smaller droplet size which increases collection efficiency.
Cyclone spray chambers are more efficient than spray towers and have lower liquid requirements, but require more power due to higher pressure drops. They are preferred over spray towers for gas streams with heavier particulate loads

FEATURES
MULTIFUEL CONCEPT
Guaranted output on low grade coal and lignite with GCV upto 3800 Kcal/Kg. Agricultural Wastes such as rice Husk, Bagasse, Groundnut shell, Saw Dust etc.
HIGHEST EFFICIENCY
The combustion chamber dimension and grate area are suitably designed for maximum combustion efficiency on low grade fuel. This system is easily accessible and large heating surface of Thermo Energy Systems heater and air pre-heater assures on unmatched efficiency f 76% (on GCV of coal having 5000 Kcal/Kg.)
LOW POWER CONSUMPTION
Unique design of Thermo Energy Systems heater ensures lowest power consumption over any other competing system available today.
ABSOLUTE SAFETY
External Combustion chamber ensures longer life of heater coil and thermic fluid. No radiation energy is transferred to heater coil in case of power failure ensuring complete safety. Diesel engine driven pump is not required for Fluid tech heater as compared to vertical systems.
EXTERNAL FURNACE
Coal/Lignite is burnt in an external furnace which results in an elimination of any possible hazard to the thermic fluid heater coil. A flue by-pass system is attached for the protection against power failure. The entire furnace is provided with steel casing and the combustion chamber is constructed with best quality high heat duty fire bricks and insulation bricks. Mineral wool insulating panels help minimum heat loss.
THERMIC FLUID HEATER
Here a nest of concentric helical tube coils is placed within sturdy mild steel shell. The special arrangement of concentric coils ensures optimum heat transfer. The system along with the standard accessories is conveniently mounted on the sturdy steel skid for easy installation.

First, The working principle of bag filter
Dust-contained gas will enter into the upper wind path by ash hopper. In the wind screen board action of air flow up, reduce the flow velocity,
the part of the big particle inertia force due to the role of dust be separated into ash hopper. Dust-contained gas into the filter bag in the filtration purification, dust is resistance in the outer surface of the filter bag, purified air filter into the case on the opening, the discharge outlet. As the filter bag dust surface increases, and filter import and export with differential pressure rise. When the dust catcher resistance to the setting data, a control system out dust instructions, clear grey system began to work. First, electromagnetic valve opened immediately after receive the signal. It makes little patch of the gas chamber of the compressed air emissions. Because small diaphragm on both ends of the force change, make be small diaphragm closed exhaust passage open, big diaphragm upper air chamber of the compressed air which channel eduction, big diaphragm ends stress change, make big diaphragm action. It will be closed the output open, air bags of compressed air through the output control and spray wind
Pulse valve is a key components of pulse bag filter. Its service life is the user of the concerns of problems. Our company can provide according to the user's demand to provide the filter bag and pulse valve.
Second, deashing dust bag filter in comparison
Clear dust way is decided to bag filter performance of an important factor. To clear dust for the bag filter classification, basic type mainly has: mechanical rapping way, the back blowing out dust way, counter blowing and vibration play united way, pulse out dust counter blowing out dust way, pulse injection way out dust. Low pressure pulse bag filter belong to pulse injection dedusting way.
Three Bag dust extractions technical characteristics
(1) To adopt rapidly opened submerged type pulse valve, and their own small resistance, you can obtain good out dust effect, to 6 m ~ 8 meters long filter bag, injection pressure is only 0.15 ~ 0.3 MPa.
(2) Strong out dust ability. It is a very good clear dust equably, good effect, when the out dust filter bag surface of the acceleration is far greater than for other types of bag filter,.
(3) Filter high load. Because the ashes of the deashing have strong security, its resistance also can be not too high even the filter in the high wind at filtering operation, generally for 1200 ~ 1500 Pa. Reverse jet compared with dust, pulse bag filter have greater processing air volume the same filtering area.
(4) The convenient of check and change the filter bag. The installation of the filter bag and change bag is convenient, do not need binding. The operating personnel no need to access to the internal, operating environment is good.
(5) Equipment low cost. Due to the high load filter, dealing with similar smoke gas filter area is less than needed to reverse jet bag filter, and equipment is compact, cover an area of an area small.
(6)The advanced control technology. PLC programmable controller is the control system for the host. It is good for filter out dust, smoke temperature, import out dust pressure operation parameters for real-time control, the function is all ready, stable and reliable.
Four, Technical performance
Low pressure pulse bag filter technology performance mainly reflects in processing air volume, export dust concentration of, equipment resistance and service life of the filter bag, etc.
(1) Air volume
Low pressure pulse bag filter can deal with larger air volume of dust and reduce filtering area. It makes the equipment miniaturized, and save investment. In the meet the dust object, it can determine appropriate filtering wind speed according to the ash, dust way nature, the filter bag materials, etcs.
(2) dust concentration of output
Low pressure pulse bag filter has high dust removal efficiency, dust concentration of output fully meet the regulations of the state emissions standards, even it can be below up to 10 mg/m3.
(3) The equipment resistance
The resistance of the filter Δ P, it is the fan proportional to the power. This is a direct relationship index of fan energy consumption. It involves the dust removal system operation cost of the problem. The resistance of the filter is connected with the device structure, filter material type, dust, the ash way, nature gas filter wind speed, temperature, humidity, and many other factors, etc.
Low pressure pulse bag filter dust will be control at resistance of 1200 ~ 1500 Pa range. Ensure that the filter cloth from rapidly and evenly to clear out the dust deposition, and no damage to the filter bag and consume less power.
Filter by three part of the resistance of Δ P = Δ P 1 + Δ P 2 + Δ P 3
Among them: Δ P 1--mechanical resistance
Δ P 2-the resistance of the filter cloth
Δ P 3--layers of dust resistance
(4) the service life of the filter bag
The life of the filter bag is connected with material, the flue gas temperature, composition, acid dew point, dust properties related to, such factors, but also by filtering wind speed, entrance dust concentration, the clear dust frequency and the influence of the management and maintenance. So for a dust removal equipment, We ensure the filter bag service life, it is due to the right filter wind speed choosing and the filter bag material, and other important parameters way out dust, etc.

We are committed to provide our clients a superior assortment of Boiler Spares to the clients. These spares are widely used in the fitting of boiler to enhance its functional life and offers accurate reading. In sync with defined industry standards, these spares are manufactured under the vigilance of our skilled professionals by utilizing quality approved raw materials and cutting-edge technology in line with industrial standards. To meet the diversified requirement of our clients, we are offering these Boiler Spares in several technical specifications at most reasonable price.